动物患病或死亡后,多携带有大量致病性细菌或病毒,不仅会造成严重的环境污染问题,还极易引起养殖场内部反复交叉感染,甚至产生重大动物疫情,危害畜牧业 生产安全。目前,很多的中小型养殖场没有无害化处理专用设施。《中华人民共和国 动物防疫法》规定,禁止屠宰、经营、运输、加工经营病死及死因不明的动物及动物 产品,病死动物不得随意处置,必须进行无害化处理。国务院在《国家中长期动物疫 病防治规划(2012-2020 年)》中明确:动物疫病防治工作关系国家食物安全和公共卫生安全,关系社会和谐稳定,是政府社会管理和公共服务的重要职责,是农业农村工 作的重要内容,也明确提出要落实无害化处理措施。因此,项目建设既符合做好动物 无害化处理建设等动物防疫基础工作的现实要求,也符合国家政策和法律法规的规定, 是可持续发展的需要。
根据《病死及病害动物无害化处理技术规范》(农医发[2017]25 号)规定的无害化处理方法包括焚烧法、化制法、深埋法及硫酸分解法。其中化制法是指在密闭的高压容器内,通过向容器夹层或容器内通入高压饱和蒸汽,在干热、压力或高温、压力的作用下,处理动物尸体及相关动物产品的方法。根据《国务院办公厅关于建立病死畜![]() 禽无害化处理机制的意见》(国办发[2014]47 号),病死畜禽处理设施应优先采用化制、发酵等既能实现无害化处理又能资源化利用的工艺技术。
禽无害化处理机制的意见》(国办发[2014]47 号),病死畜禽处理设施应优先采用化制、发酵等既能实现无害化处理又能资源化利用的工艺技术。
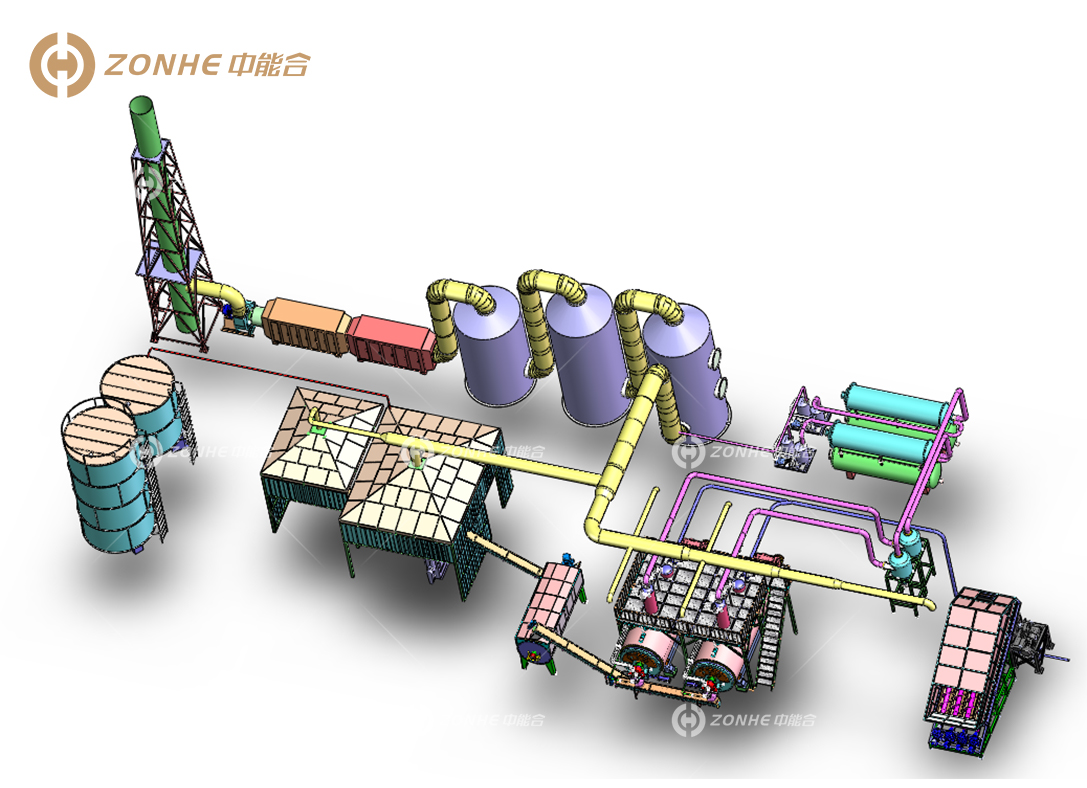
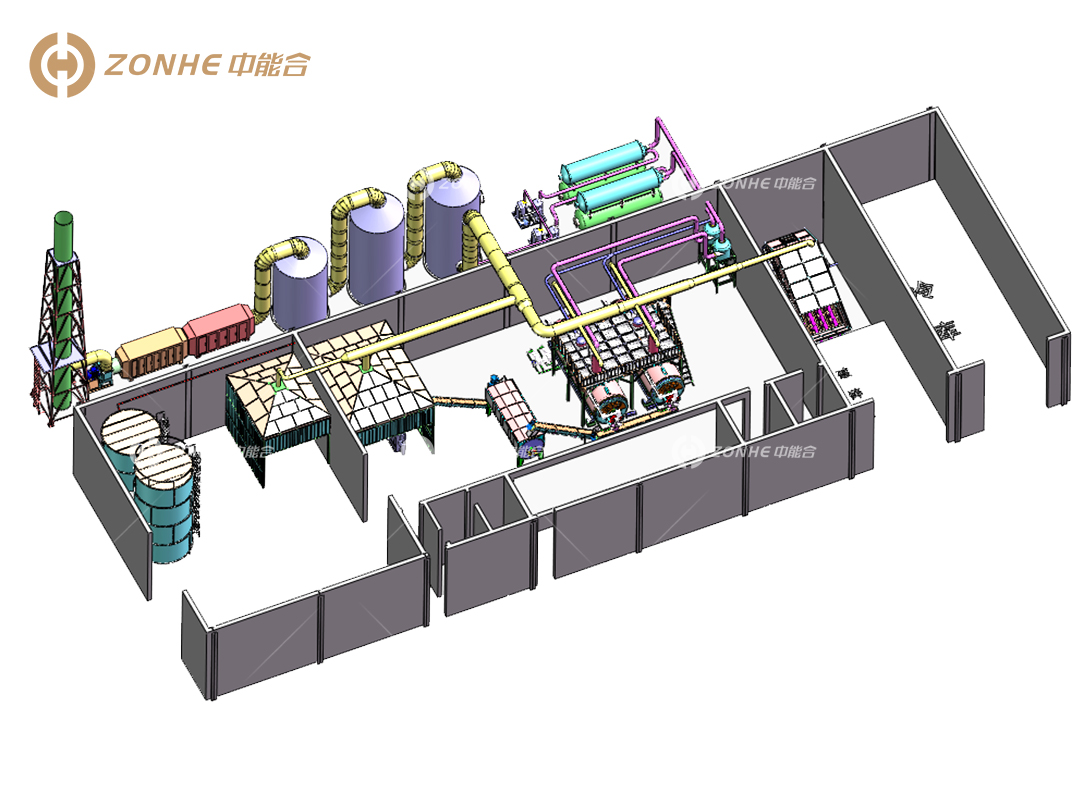
所用的工艺方法为化制法,采用封闭自动化加温灭菌化制处理工艺来处理病死畜禽,其工作原理为利用燃气锅炉的高温蒸汽控制化制炉的温度和压力,随着时间的增加达到消除病菌的目的,天然气锅炉供化制、压榨、油脂净化和成品油罐供热。
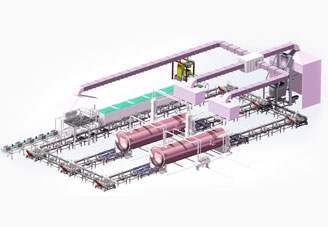
本生产工艺流程及污染物产生节点见图
项目主要生产工艺流程简述:
(1) 汽车运输和储存
病死畜禽通过专用密闭汽车收集运送, 车辆完全进入后关闭门进行消毒;然后打开预处理车间门,将消毒后的车辆驶入预处理车间内,关闭预处理车间门;清洗消毒车间被污染的空气通过车间顶部安装的抽风系统对车间内的恶臭废气进行净化处理,避免清洗消毒车间门开启后污染外部大气环境,清洗消毒车间顶部安装的抽风系统将使车间处于微负压状态。
运送车辆进入预处理车间将病死畜禽直接翻卸到原料储仓内,原料不进行去内脏等预处理。
卸料后的运送车辆驶出预处理车间后关闭门,驶入车辆清洗消毒车间,运输车辆首先经过高压节水喷水设施进行清洗,待车辆清洗干净后采用消毒喷雾器对车厢内部、车厢表面及轮胎进行彻底消毒。消毒完成的车辆驶出车间关闭门。
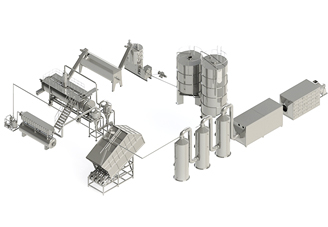
(2) 预破碎
原料仓内的原料通过自动传输系统把物料输送至预碎机。病死畜禽在密闭的预碎机内,在绞刀的作用下,可实现对整头病死动物的破碎,将病死动物破碎成粒径 40mm--50mm 的肉块。破碎后的物料由输料泵通过管道打入不锈钢储料斗,储料斗起到缓冲储存的作用。预处理车间顶部设置抽风系统,车间呈微负压状态。
(3) 化制
 储料斗中的物料通过密闭管道采用负压输送的方式直接进入高温化制罐, 该过程内全程密闭,智能操作无需人员直接接触,避免了病菌二次污染,极大的改善了工作环境。
储料斗中的物料通过密闭管道采用负压输送的方式直接进入高温化制罐, 该过程内全程密闭,智能操作无需人员直接接触,避免了病菌二次污染,极大的改善了工作环境。
物料装至额定重量后,关闭罐口,通过向化制罐夹层通入高温饱和蒸汽(由天然气蒸汽锅炉提供),进行加热升压灭菌,罐内温度达到 140 度(0.3Mpa)后,保持压力 30分钟,然后进入干燥阶段,采用低温真空干燥的方式,干燥 3-4 小时后,物料的含水量降至 10%-20%,含油脂 30%左右。利用批次处理的方式,投料、蒸煮、烘干、出料整个工艺流程 5-6 个小时。此过程加热采用天然气蒸汽锅炉提供热源,蒸汽不与处理物料直接接触。
化制烘干完成后,开启卸料电控阀,物料通过螺旋输送机直接进入半成品缓存仓, 卸料电控阀确保放料时无蒸汽溢出,无需手工操作。
(4) 压榨
 化制完成的半成品由缓存仓通过密闭螺旋输送机送入榨油机。项目采用物理脱脂方式,脱脂过程向螺旋榨油机通入高温蒸汽,以保证脱脂系统温度在 80℃-90℃之间,高温蒸汽由燃气蒸汽锅炉提供。压榨脱脂后物料分为肉骨粉(有机肥料)和油脂(工业用油)。
化制完成的半成品由缓存仓通过密闭螺旋输送机送入榨油机。项目采用物理脱脂方式,脱脂过程向螺旋榨油机通入高温蒸汽,以保证脱脂系统温度在 80℃-90℃之间,高温蒸汽由燃气蒸汽锅炉提供。压榨脱脂后物料分为肉骨粉(有机肥料)和油脂(工业用油)。
(5) 风冷、粉碎和包装
压榨后分离出的肉骨粉温度在 60℃-70℃之间,通过密闭螺旋输送机进入冷却系统, 采用转筒式风冷机将物料的温度降至室温±5℃,然后物料通过密闭式螺旋输送机输送
缓存仓

缓存仓内的物料通过密闭螺旋输送机输送至粉碎系统(采用水滴式粉碎机,粉碎后的物料粒径为 60 目左右,并配置成套的除尘设备)。粉碎后的物料由密闭式输送机输送至自动包装机进行自动称重、包装,用封口机封口,即为骨肉粉成品。
(6) 油脂净化
分离出的油脂通过管道输送至加热搅拌罐(蒸汽加热,温度控制在 80℃-90℃ 之间),经过加热搅拌罐加热搅拌均匀后,由管道进入卧式离心机加热(蒸汽加热)离心、净化,得到产品工业用油(此产品为毛油,含有少量水分,不在厂内进行油水分离的进一步精制),通过导油槽、输油泵、管道输送至储油罐储存。为防止油脂凝固,储存过程应控制储油罐温度在 40℃-50℃之间(热源为蒸汽锅炉)。离心后的固体残渣通过回渣螺旋输送机输送至化制后物料缓存仓内,返回生产工序。
本产品符合商务部对病猪无害治理的管理要求,符合国家环保和锅炉压力容器监督检验部门的设计生产要求。

电 话: 0536-6550346/13806465666
手 机:13806465666
邮 箱:zzxxccv@qq.com
官 网:www.and188.com
地 址:山东省诸城市人民路与工业大道交汇处